





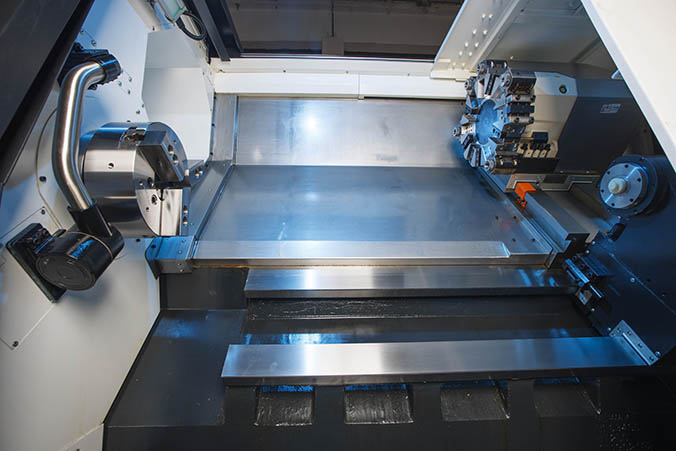








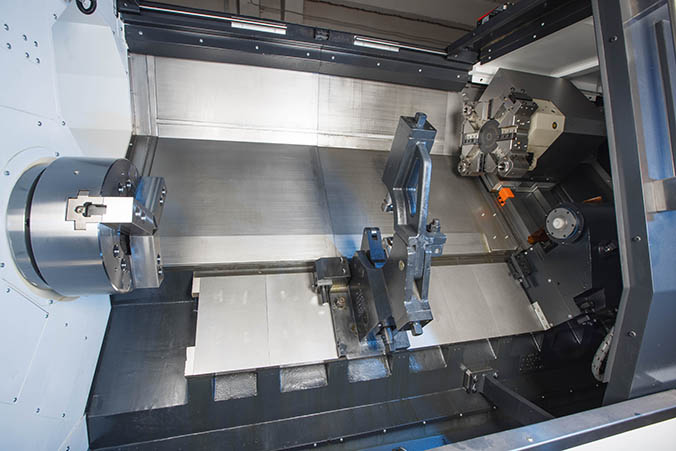

























Токарные станки с наклонной станиной KTL предназначены для чистовой и черной обработки заготовок из металлов цилиндрических, конических и фасонных поверхностей.
Токарный станок с наклонной станиной KTL 65/1000(Z)
МТ 247676
Краткие характеристики:
- Система ЧПУ Fanuc
- Перемещение по оси Х 330 мм
- Перемещение по оси Z 1100 мм
- Повторяемость по осям X / Z 0,006 / 0,008 мм
Особенности:
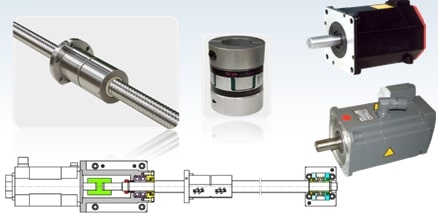
- Шпиндель собственной разработки
- Цельнолитая наклонная станина высокой жесткости
- Направляющие скольжения
Модель
Цена
6 981 865 ₽
646 110 ¥
7 843 859 ₽
725 880 ¥
9 664 940 ₽
894 405 ¥
Цена со скидкой
6 167 359 ₽ -11%
Мощность главного привода, кВт
15 / 18,5
15 / 18,5
11 / 15
15 / 18,5
15 / 18,5
Мощность, кВт
28
28
20
28
28
Система ЧПУ
Fanuc
Fanuc
Fanuc
Fanuc
Fanuc
Перемещение по оси Х, мм
330
330
295
330
330
Перемещение по оси Z, мм
1100
1100
1100
1100
1600
Максимальный диаметр обработки над станиной, мм
630
630
500
630
630
Максимальная скорость вращения, об/мин
2000 (1000)
2000 (1000)
3000
2000 (1000)
2000 (1000)
Максимальный устанавливаемый диаметр над суппортом, мм
450
450
450
450
450
Торец шпинделя
А2 - 8 (А2 - 11)
А2 - 8 (А2 - 11)
А2 - 6
А2 - 8 (А2 - 11)
А2 - 8 (А2 - 11)
Количество инструмента, шт.
8 (опция 10 / 12)
8 (опция 10 / 12)
8 (опция 10 / 12)
8 (опция 10 / 12)
8 (опция 10 / 12)
Максимальная длина обработки, мм
1000
1000
1000
1000
1500
Ускоренные перемещения по осям X / Z, м/мин
8 / 12
8 / 12
12 / 16
8 / 12
8 / 12
Максимальный диаметр обрабатываемого прутка (/ - опция), мм
75 / 90
75 / 90
51
75 / 90
70 / 90
Устанавливаемый диаметр над суппортом, мм
650
650
600
650
650
Диаметр отверстия в шпинделе, мм
87 / 106
87 / 106
65
87 / 106
87 / 106
Револьверная головка
Да
Да
Да
Да
Да
Диаметр пиноли задней бабки, мм
130
130
100
130
130
Конус пиноли задней бабки
Морзе 5
Морзе 5
Морзе 5
Морзе 5
Морзе 5
Повторяемость по осям X / Z, мм
0,006 / 0,008
0,006 / 0,008
0,006 / 0,008
0,006 / 0,008
0,006 / 0,008
Точность позиционирования по осям X / Z, мм
0,012 / 0,016
0,012 / 0,016
0,012 / 0,016
0,012 / 0,016
0,012 / 0,016
Длина, мм
5090
5090
4750
5090
5810
Ширина, мм
1950
1950
1880
1950
1930
Высота, мм
2080
2080
1950
2080
2150
Вес, кг
7500
7500 / 7600
4800
7500 / 7600
8100
-
Входит в подборки:
- Серия KTL
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:

|
Система ЧПУ Fanuc (Япония) Промышленная система ЧПУ самая распространённая в России, более проста в использовании, легко найти операторов. Сервис по всей России, запасные части в наличии на складах. Для удобства оператора стойка снабжена маховиком ручного управления. |
|
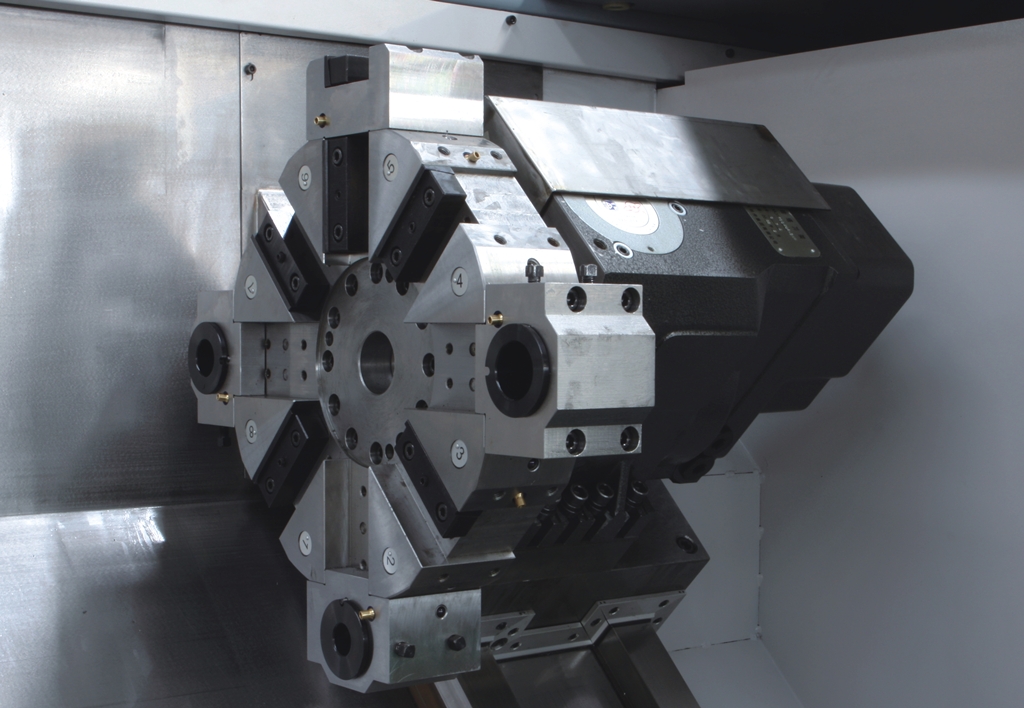
Револьверная головка В стандартной конфигурации станок оснащен гидравлической револьверной головкой Тайваньского производства на 8 инструментов (10/12 опция), обладающей повешенной жесткостью, надежным захватом, высокой скоростью индексации и высокой повторяемостью позиционирования. |

|
Гидравлическая задняя бабка В стандартной конфигурации станок оснащен гидравлической задней бабкой. Выдвижение пиноли задней бабкой управляется гидравлической системой. |

|
Гидравлический 3-х кулачковый патрон Гидравлический патрон применяется для зажатия заготовки в процессе обработки. Возможна установка патрона с различным размером по требованию заказчика. |

|
Педаль зажима/разжима патрона/пиноли задней бабки Предназначена для зажима/разжима гидравлического патрона и пиноли задней бабки. |

|
Транспортер для удаления стружки Предназначен для автоматизации сбора стружки из черных и цветных металлов в процессе работы станка. |

|
Система автоматической смазки Система автоматической смазки станка обеспечивает периодическую подачу смазочного материала. |
| Бесступенчатое регулирование скорости вращения шпинделя | |
| Гидравлическая 8 позиционная револьверная головка | |
| Кабинетная защита зоны резания | |
| Освещение рабочей зоны | |
| Система подачи СОЖ | |
| Пистолет обдува воздухом | |
| Трехцветная сигнальная лампа | |
| Теплообменник электрошкафа | |
| Инструмент для обслуживания станка | |
| Документация на русском языке | |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:

|
Револьверная головка на 12 позиций 12 позиционная револьверная головка позволит расширить технологические возможности вашего производства, увеличить номенклатуру обрабатываемых изделий, позволит производить обработку конструктивно более сложных деталей за одну установку. |

|
Задняя бабка управляемая по оси Z от ЧПУ Опционально возможно оснащение задней бабки серво-двигателем для перемещения по оси Z. |
|
Редукторный привод У серии станков Z шпиндельная бабка оснащается редукторным приводом. Привод шпинделя осуществляется посредством редуктора для обеспечения высокого момента на низких оборотах, что позволяет обрабатывать особо тяжёлые заготовки и точить с максимальными припусками закаленные и легированные материалы. |

|
Система измерения инструмента Привязка инструмента производится не по детали - «по первой стружке», что является непомерно большой потерей времени в общем цикле изготовления детали (привязка, измерение, корректировка), а при помощи специальной системы измерения смонтированной на корпус станка. Сердцем такой системы является комплект датчиков и щупа, которые обеспечивают измерения, а также комплект программного обеспечения, который обеспечивает интеграцию с системой ЧПУ и предлагает ряд разнообразных возможностей. |

|
Люнеты Технологические возможности оборудования могут быть расширены за счет применения люнетов. Основное назначение данного приспособления - поддержка длинных заготовок (длина которых превышает в 10 -12 раз диаметр) и создание условий для надежной обработки, исключающей образование вибрации. |

|
Устройство подачи прутка
|
| Система ЧПУ Siemens 828D | |
| Система ЧПУ FANUC 0i-TF(type 1) | |
| Увеличение мощности главного двигателя 15/18,5 кВт | |
| Уловитель деталей | |
| Пистолет СОЖ | |
| Транспортер для удаления стружки сзади станка | |
| Уловитель масляного тумана | |
| Охлаждение через шпиндель | |
| Оптические линейки по осям | |
| THK линейные направляющие и ШВП | |
| Гидравлическая 10 позиционная револьверная головка | |
| Гидравлическая 12 позиционная револьверная головка | |
| Электрическая 8 позиционная револьверная головка | |
| 10” (254 мм) полый гидравлический патрон | |
| 12” (305 мм) полый гидравлический патрон | |
| 15” (381 мм) полый гидравлический патрон | |
| 18” (457 мм) полый гидравлический патрон | |
| Ручной патрон | |
| Замок двери безопасности | |
| Автоматические двери | |
| Пакет Manual Guide | |
| Комплектация станка без задней бабки | |
| Подача СОЖ через инструмент | |
| Подача СОЖ под высоким давлением 3 Мпа | |
Конструктивные особенности
-
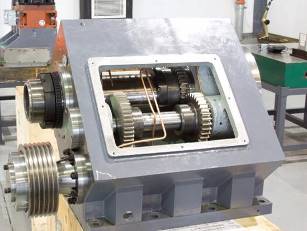
Шпиндель собственной разработки
Высокоскоростная шпиндельная бабка разработана с учетом минимальных тепловых деформаций и высокой точностью обработки. В шпинделе установлены высокоточные подшипники компании NSK(Япония).
-
Цельнолитая наклонная станина высокой жесткости
На данной серии станков используется цельная станина с углом наклона 45°, изготовленная из модифицированного чугуна – механита с внутренними ребрами жесткости. Такая конструкция станины обеспечивает лучшую устойчивость, жесткость, гашение вибраций. Так же наклонная станина занимает меньшую площадь, что позволяет легко удалять стружку и эксплуатировать станок.
-
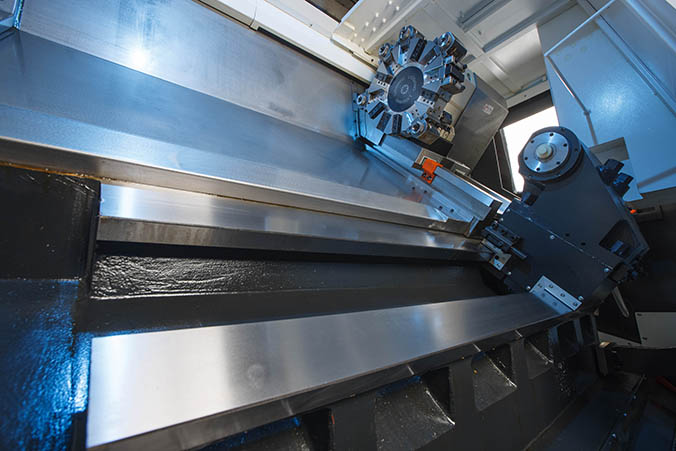
Направляющие скольжения
После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Преимущества подобной системы в простоте и компактном устройстве, такие направляющие обладают большой нагрузочной возможностью, жёсткостью, способностью демпфировать вибрации.
В станке установлены все передачи ШВП производства HIWIN (Тайвань).
Описание
НАЗНАЧЕНИЕ:
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Высокоточные токарные обрабатывающие центры серии KТL применяются во всех отраслях машиностроительной индустрии, а также в авиационно-космической промышленности, приборостроении.



ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:



СХЕМЫ ОБРАБОТКИ:
|
|
|
|
|
|
|
|
|
|
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
|
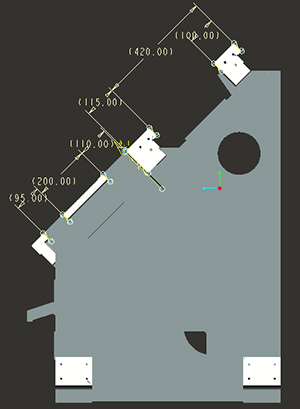
Особенности станков KTL60: Направляющие осей X, Z и задней бабки имеют цельную жесткую конструкцию. Ширина верхней направляющей оси Z составляет 80 мм, ширина нижней направляющей – 70 мм, ширина направляющей оси X – 50 мм. Твердость направляющих составляет от 49 - 52 HRC. Шарико-винтовые пары осей X и Z со сдвоенными гайками имеют класс C3. Диаметр и шаг шарико-винтовых пар осей X и Z оставляют 32x10 мм и 40x10 мм соответственно. Данные технические параметры позволяют применять тяжелые режимы резания, работать на «удар». Деформации и вибрации в системе «СПИД» станка имеют минимальные значения.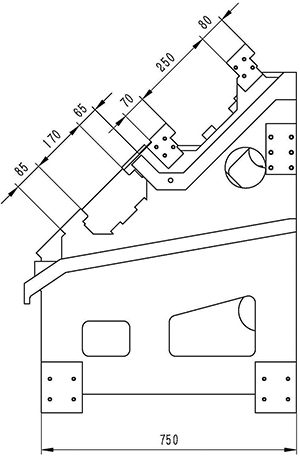
|
|
Особенности станков KTL65: Направляющие осей X, Z и задней бабки имеют цельную жесткую конструкцию. Ширина верхней направляющей оси Z составляет 100 мм, ширина нижней направляющей – 115 мм, ширина направляющей оси X составляет 80 мм. После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Высокая жесткость, большой крутящий момент и незначительная деформация системы «СПИД» делают этот станок наилучшим выбором при использовании в тяжелых условиях резания. Шарико-винтовые пары осей X и Z со сдвоенными гайками имеют класс C3. Диаметр и шаг шарико-винтовых пар осей X и Z оставляют 32x8 мм и 40x10 мм соответственно. |
Станина, корпуса шпиндельного узла, задней бабки и суппорта после литья на заводе проходят несколько этапов старения перед окончательной механообработкой.

Достоверно известно, что тепловые деформации составляют существенную долю в общем балансе погрешностей при изготовлении деталей. Погрешности вызванные тепловыми деформациями составляют до 30-70% от общей погрешности обработки. Особенно заметно их влияние при выполнении чистовых операций.
При разработке конструкции станка, в частности шпиндельной бабки, конструкторами завода учтено воздействие тепловых деформаций, распределение механических напряжений при помощи систем математического моделирования, что позволило добиться внушительных результатов по точности изготовления и сборки шпиндельных узлов.
|
Осевое отклонение на длине 20 / 300 мм - 0,01 / 0,022 мм 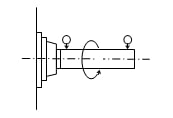 |
Радиальное биение фланца шпинделя - 0,008 мм 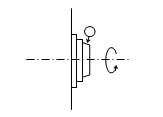 |
Торцевое биение фланца шпинделя - 0,008 мм 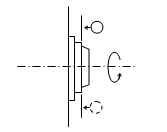 |
|
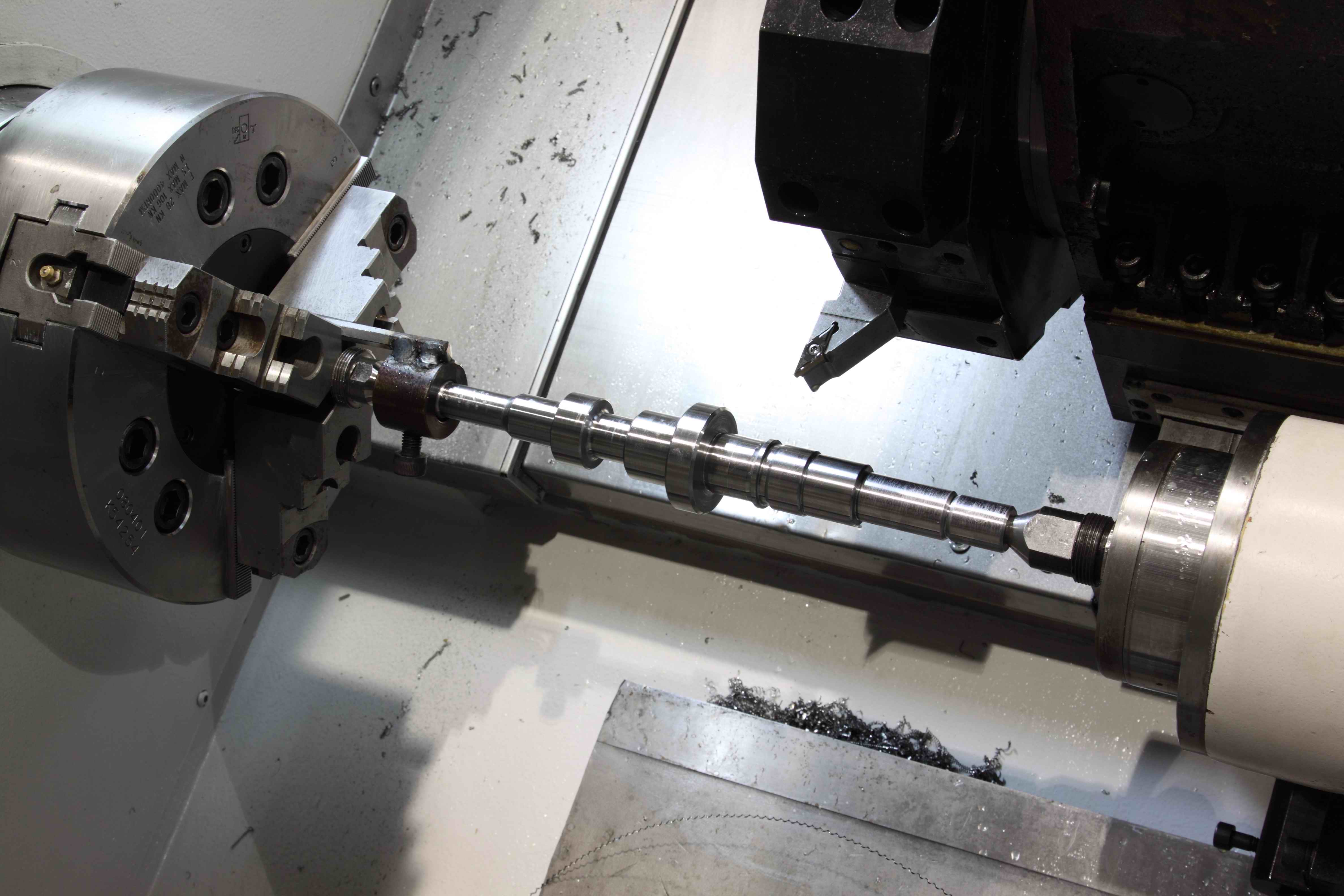
Шлифование шпинделя выполняется на прецизионных шлифовальных станках с ЧПУ. |
|
Тест на дисбаланс шпиндельного узла проводится на балансировочном стенде. |

|
Тест на воздействие температурному нагреву шпинделя производится на специальной установке. |

|
Качество сборки электрошкафа соответствует международным нормам. |

|
Телескопический защитный кожух электропроводки. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
Шпиндель собственной разработки Высокоскоростная шпиндельная бабка разработана с учетом минимальных тепловых деформаций и высокой точностью обработки. В шпинделе установлены высокоточные подшипники компании NSK(Япония). |
|
|
|
Цельнолитая наклонная станина высокой жесткости На данной серии станков используется цельная станина с углом наклона 45°, изготовленная из модифицированного чугуна – механита с внутренними ребрами жесткости. Такая конструкция станины обеспечивает лучшую устойчивость, жесткость, гашение вибраций. Так же наклонная станина занимает меньшую площадь, что позволяет легко удалять стружку и эксплуатировать станок. |

|
Направляющие скольжения
После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Преимущества подобной системы в простоте и компактном устройстве, такие направляющие обладают большой нагрузочной возможностью, жёсткостью, способностью демпфировать вибрации. |
Укажите параметры
Стоимость оборудования с НДС
Первоначальный взнос
₽
/
%
Срок договора
мес
Результаты расчета
Ежемесячный платеж, руб.
0
Переплата, руб.
1000 руб. / за 1 год
Стоимость предмета лизинга и приведенные расчеты через калькулятор являются предварительными. Для точного определения процентной ставки по договору, пожалуйста, обратитесь к менеджеру в вашем регионе.
Клиентам доступна отсрочка на станки в наличии на складах.
Отсрочку можно получить при условии предоставления платежной банковской гарантии на сумму обязательств.
Сумма банковской гарантии фиксируется в рублях по курсу ЦБ на дату выпуска.
Срок банковской гарантии должен превышать срок отсрочки на 2 месяца. Например, для получения отсрочки на 6 месяцев, период банковской гарантии должен быть 8 месяцев.
Отсрочку можно получить при условии предоставления платежной банковской гарантии на сумму обязательств.
Сумма банковской гарантии фиксируется в рублях по курсу ЦБ на дату выпуска.
Срок банковской гарантии должен превышать срок отсрочки на 2 месяца. Например, для получения отсрочки на 6 месяцев, период банковской гарантии должен быть 8 месяцев.
Клиентам доступна рассрочка на станки в наличии на складах.
Рассрочку можно получить при условии предоставления платежной банковской гарантии на сумму обязательств.
Сумма банковской гарантии фиксируется в рублях по курсу ЦБ на дату выпуска.
Срок банковской гарантии должен превышать срок рассрочки на 2 месяца. Например, для получения рассрочки на 6 месяцев, период банковской гарантии должен быть 8 месяцев.
Рассрочку можно получить при условии предоставления платежной банковской гарантии на сумму обязательств.
Сумма банковской гарантии фиксируется в рублях по курсу ЦБ на дату выпуска.
Срок банковской гарантии должен превышать срок рассрочки на 2 месяца. Например, для получения рассрочки на 6 месяцев, период банковской гарантии должен быть 8 месяцев.
-
Разработка технологииПодробнее
Проектируем техпроцесс под конкретное изделие и производство

-
Демонстрация на производствеПодробнее
Организуем визит на завод в Китае — покажем производство в действии

-
Подбор, поставка запчастей и маселПодробнее
Поставляем оригинальные комплектующие и подбираем масла под задачу

-
Подбор финансовых программПодробнее
Льготный лизинг, отсрочка и рассрочка — оптимальные условия от 10+ банков

-
Ремонт оборудованияПодробнее
Диагностика, выезд и восстановление работоспособности в короткие сроки

-
Запуск и обслуживание станковПодробнее
Монтаж, наладка и сервис, включая оборудование других брендов

Преимущества нашей сервисной службы
-
 Доступные цены на сервис
Доступные цены на сервисМы не держим избыточный штат в офисе — это позволяет сохранять низкие цены. Скачать прайс
-
 Запчасти всегда в наличии
Запчасти всегда в наличии80000+ наименований запасных частей на складе. Экспресс-доставка из Китая за 7 дней.
-
 Самый масштабный сервисный штат в отрасли
Самый масштабный сервисный штат в отрасли300 высококвалифицированных инженеров в 55 регионах РФ
-
 Постгарантийное обслуживание
Постгарантийное обслуживаниеКомплексное техническое обсуживание станков с истекшей гарантией. Производитель не важен!
-
 Выезд в течение 24 часов
Выезд в течение 24 часовОперативное реагирование на любые заявки — приедем на производство в течение суток.
-
 Круглосуточная поддержка
Круглосуточная поддержкаПринимаем заявки через Whatsapp в любое время — инженер будет назначен автоматически
1
Доставка транспортными компаниями
-
Доставка:
Москва
-
Сроки поставки:
от 1 дня
-
Стоимость доставки:
от 25 000 ₽
Мы сотрудничаем со следующими надежными транспортными компаниями, которые специализируются на перевозке крупнотоннажного оборудования по Москве и всей России:


2
Самовывоз
Вы можете произвести самовывоз оплаченного товара со склада нашего партнера.
Для самовывоза необходимо иметь при себе следующий пакет документов:
- Оригинал, либо нотариально заверенная копия доверенности
- Скан договора
Оплата товара
Вы можете оплатить ваше приобретение следующими способами:
- С помощью безналичной банковской оплаты по счету
Для поставки оборудования необходима 100% предоплата
-
Заказные станки привезем за 20 днейЗаказные станки привезем из Китая в любую точку России за 20 дней
-
Обучаем до результата в собственном центреОбучение специалистов, в том числе выездное - сначала тренажер, потом теория на макетах и практика на реальных станках с изготовлением детали с дипломом
-
Адаптированы для РоссииКонструкция станков KMT адаптированы под условия российских производств — продуманная защита от пыли, износостойкие узлы, усиленные компоненты.
-
Гарантия без компромиссов. Прозрачные условияРасширенная гарантия: 2 года + пожизненно на ПО ЧПУ, замена при сбоях. 300 инженеров по РФ, 80% заявок решаем за 5 дней.
-
Live-камера на складе. Убедись в наличииОтветственное хранение оборудования на нашей стороне - LIVE-камеры на складе позволяют контролировать процесс упаковки и отгрузки
-
Станок под контролем от договора до монтажаТрекер доставки - Следите за своим станком в реальном времени, от резерва до отгрузки. Прозрачно и без скрытых этапов.
-
15 программ лизинга и рассрочки. Лизинг без авансаФинансирование под ключ: аванс 0%, 10+ банков-партнёров, решение по лизингу ≤ 48 часов.