













































Синхронизированный листогибочный пресс серии KPH с ЧПУ выступает в качестве базового оборудования при запуске участков гибки листового металла с высокой степенью механизации и автоматизации.
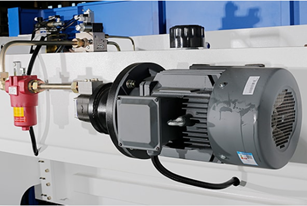
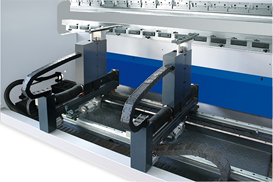
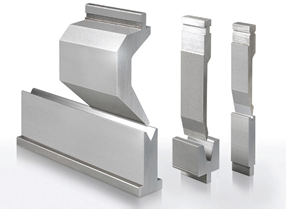
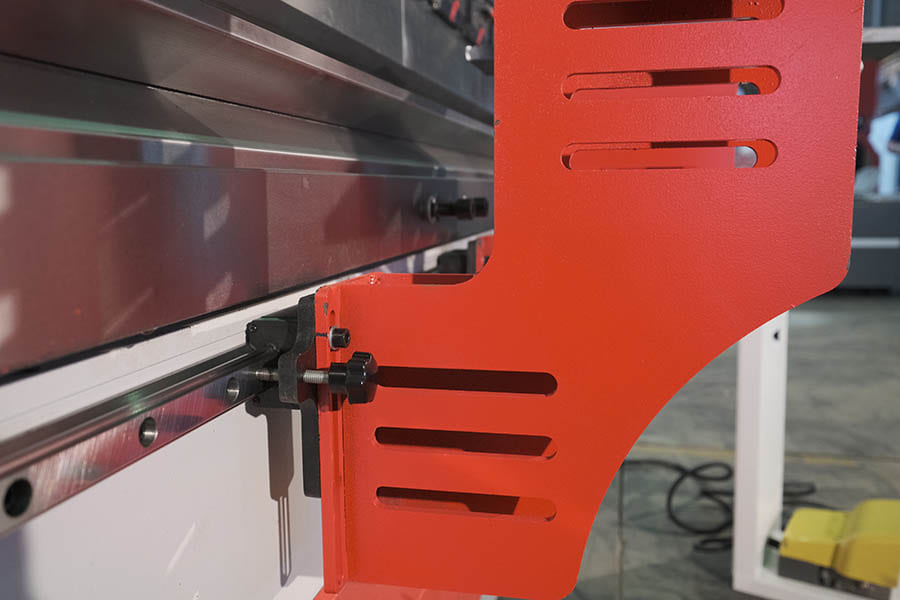
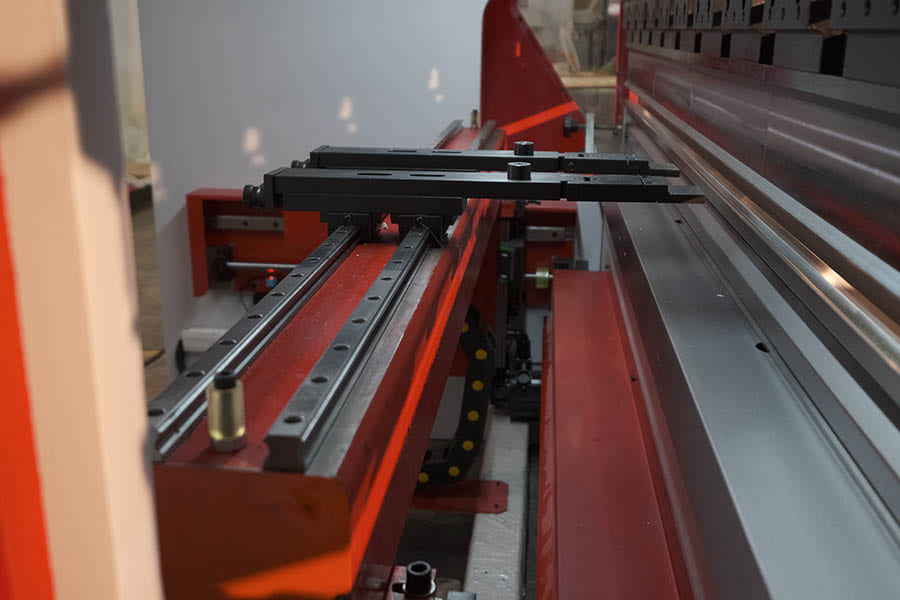
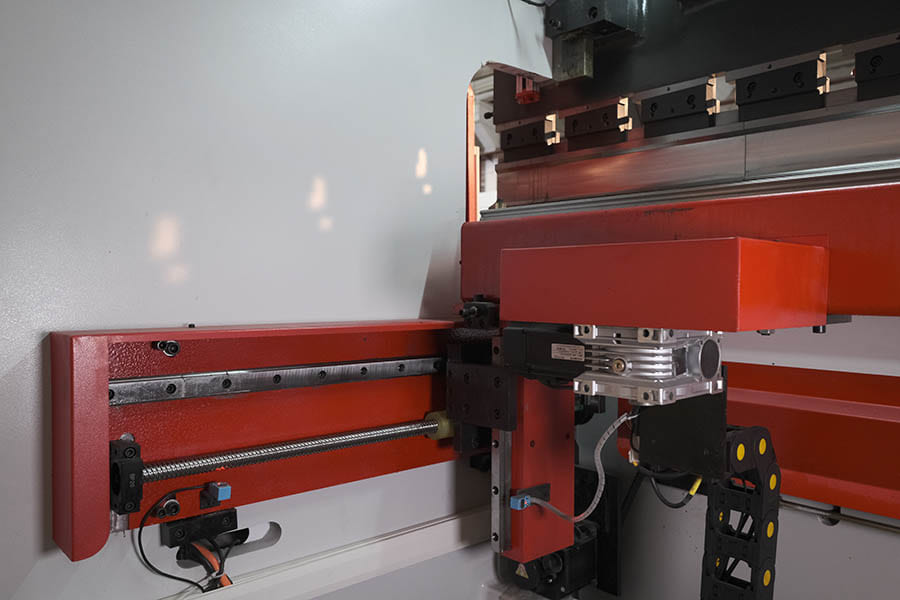
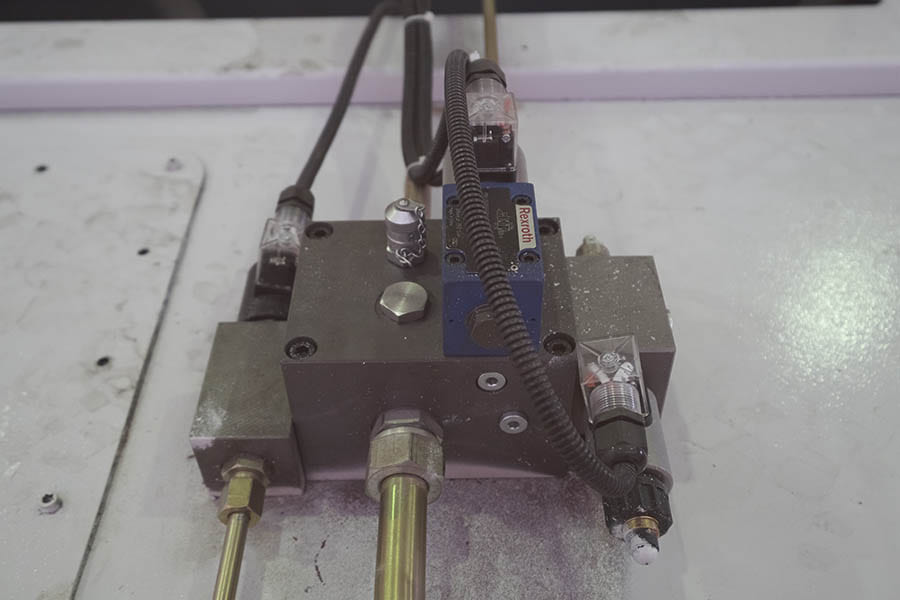
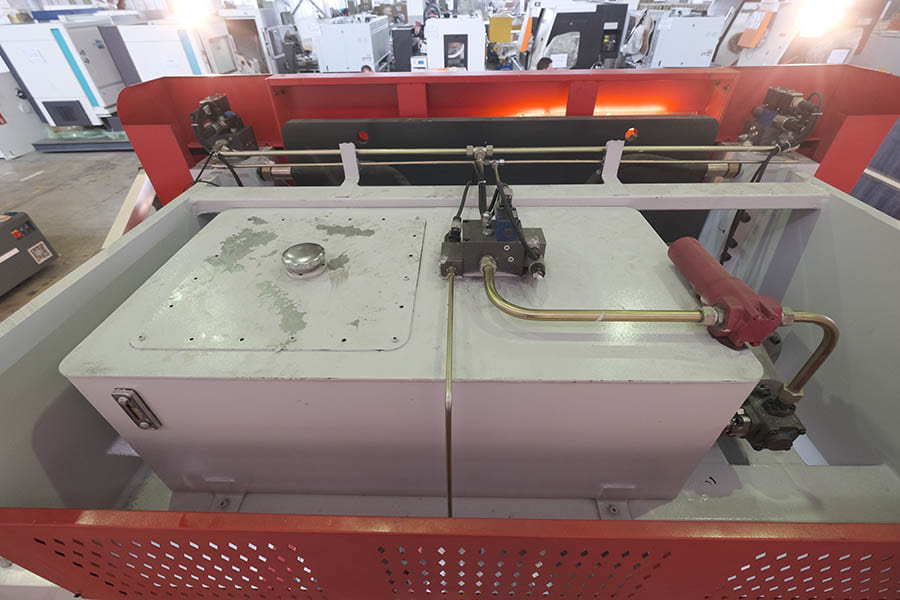
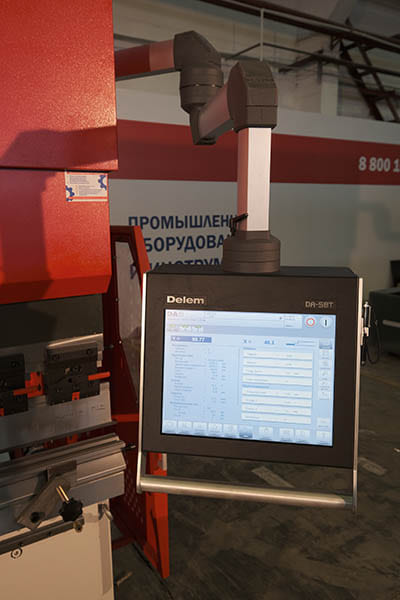
Гидравлический листогиб оснащается современной электроникой и гидравликой. Здесь есть гидравлическая компенсация прогиба, быстросъёмное крепление инструмента и передние суппорты на направляющих линейного типа — все для работы с высокой точностью и скоростью. Лучшее соотношение цены и качества среди другого оборудования, которое можно купить на рынке.
При заказе в КМТ:
- Доставка из Москвы по России в любой регион;
- Сервис;
- Гарантия;
- Замена станка бесплатно, если не устроило качество;
- Модели в наличии на складе всегда — можно отгружать сразу после покупки.