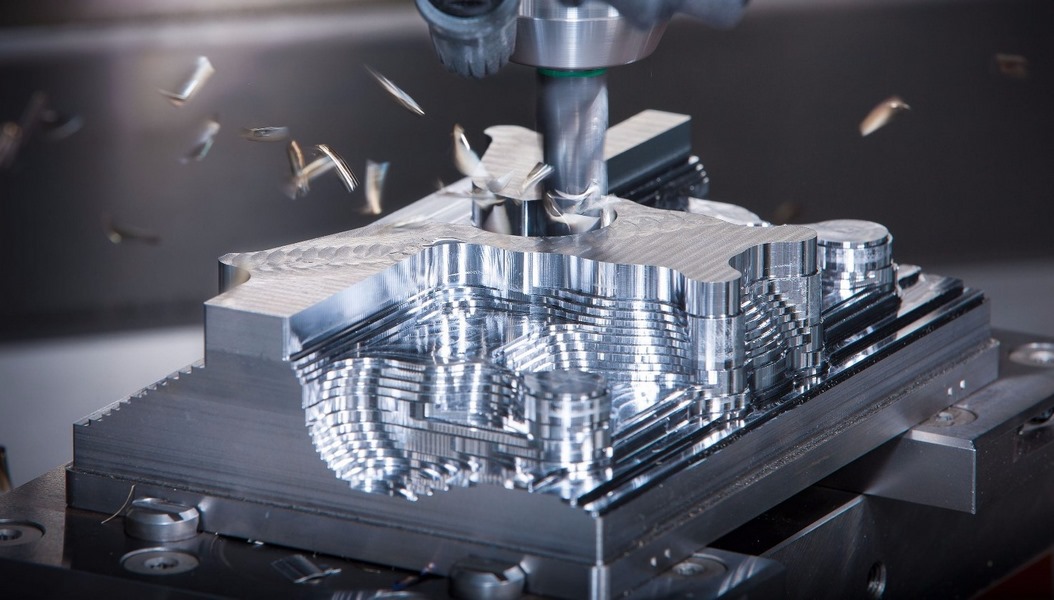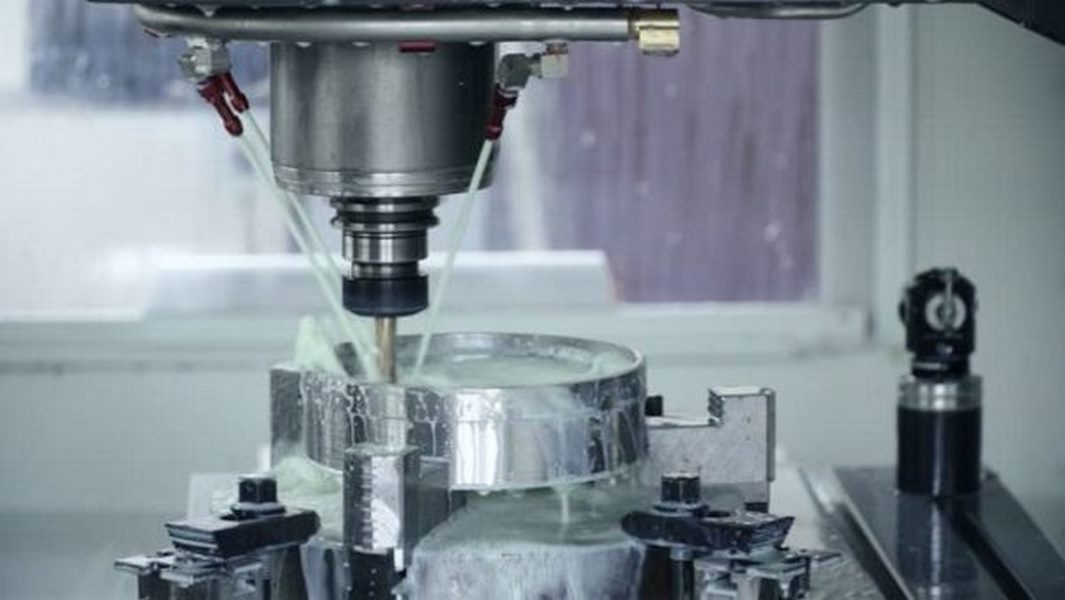




















Вертикальные многоцелевые обрабатывающие центры серии KVL предназначены для обработки деталей, требующих высокой точности, имеющих сложную форму, например, пресс-формы.
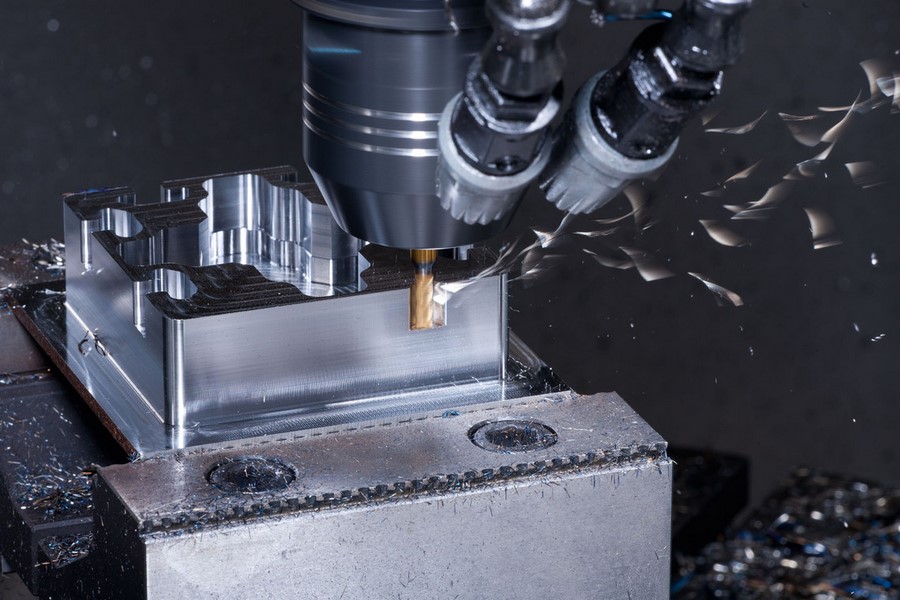
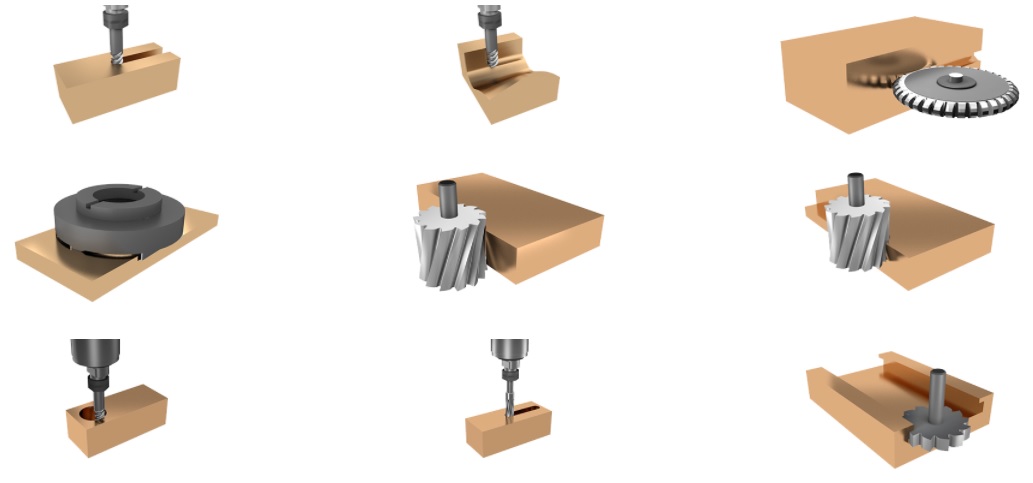
Обрабатывающие центры KMT KVL предназначены для операций*:
- фрезерование;
- сверление;
- зенкерование;
- растачивание;
- нарезание резьбы;
- обработка двухмерных и трехмерных изогнутых поверхностей;
- обработка наклонных поверхностей.
* Все эти операции могут быть осуществлены за одну установку, тем самым реализуя процесс программирования и сокращая производственный цикл для обеспечения значительных экономических выгод для пользователей.